The whole process of a product from research and development to the market needs to go through many links, among which the product structure design is an important part. In terms of product structure, the product must be manufactured and mass-produced with a mold for the product, and a plastic mold for plastic parts. Therefore, a product structure design engineer must not only be familiar with the structure of plastic parts, but also have a certain understanding of plastic molds. Today I will share with you 14 key points of plastic product structure design~
01
Glue thickness (glue position)
The size of the glue thickness depends on the external force that the product needs to bear, whether it is used as a support for other parts, the number of post positions, the size of the size, and the selected plastic material. The thickness of the glue is usually about 0.60-3.00. Too thick is easy to shrink and cause bubbles, and too thin is not easy to fill the glue. Usually, the thickness of large products is thicker, and the thickness of small products is thinner, and the general product is 1.0-2.0. The most ideal wall thickness distribution is that the cut surface has a uniform thickness in any place. When the wall thickness changes due to functional requirements, the transition from thick rubber to thin rubber should be as smooth as possible. Too sudden wall thickness transition will cause dimensional instability and surface problems due to different cooling rates and turbulence. Generally, when the thickness of plastic glue is less than 0.3, it is difficult to take the glue, but the soft rubber and rubber can also be full of glue when the glue thickness is 0.2-0.3. The glue thickness of the appearance surface should not be less than 0.6.
02
Strengthening muscles (bone position)
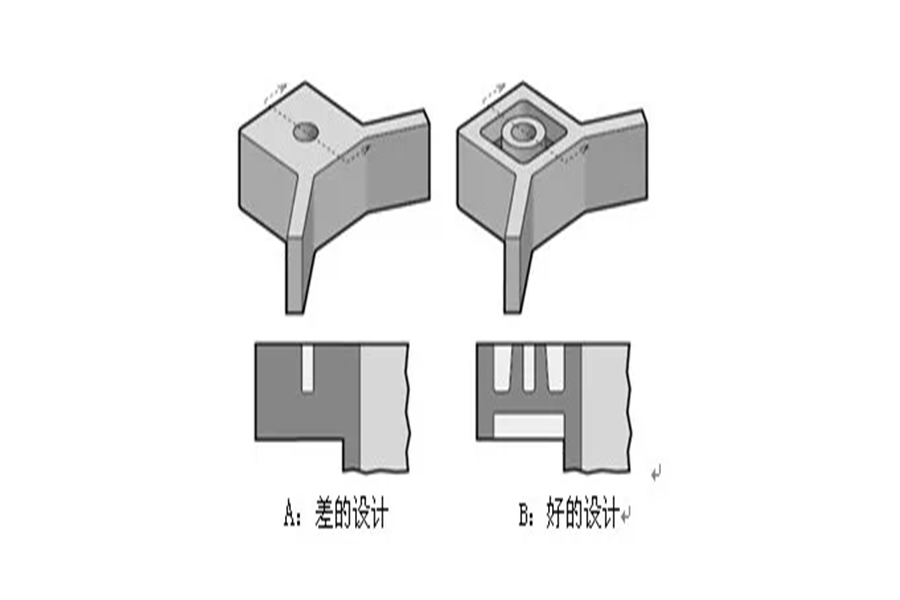
Reinforcing ribs can effectively increase the rigidity and strength of the product without greatly increasing the cross-sectional area of the product. It is especially suitable for some plastic products that are often subjected to pressure, torsion, and bending, and can also prevent product deformation. Reinforcing ribs are generally placed on the non-contact surface of plastic products, and their extension direction should follow the direction of the maximum stress and maximum deviation of the product. The choice of the position of the ribs is also subject to some production considerations, such as cavity filling, shrinkage and Demoulding etc. The thickness of the rib is usually 0.5-0.7 times of the overall rubber thickness, and it is easy to shrink if it is greater than 0.7 times.
When the height of the stiffener is large, the slope of 0.5-1 (because of its large mold resistance), or a drop of 0.25 on one side, can not be sloped when the height is short, but the structural mating surface must be drafted .
03
Demoulding angle
The draft angle is the slope designed on both sides of the mold cavity to facilitate the ejection of the mold. The orientation of the draft angle depends on the inner and outer dimensions of the plastic part. In order for the molded product to be ejected from the mold smoothly, the draft angle must be set on the wall surface (including the side core and reinforcing ribs) in the same direction as the mold opening and closing to facilitate demolding. Except for those with shallow height (such as a flat plate) and special requirements (but when the side wall is large and there is no inclination of the mold, a row position is required). The inclination of the mold is usually 0.5-8 degrees, usually about 3 degrees, depending on the size, height, and shape of the product.
The inclination of the front mold of the product is usually 0.5 degrees larger than the inclination of the back mold, so that the product can stay in the back mold when the mold is opened. Usually the pillow position, penetration, collision and other places need to be sloped, and the upper and lower break (that is, the difference between the large end size and the small end size) unilaterally is greater than 0.1 or more. If the exterior surface is sprayed, it needs to be over 3 degrees, if it is material or sunburn, it needs to be 5-8 degrees.
04
Fillet (R angle)
In addition to sharp edges specified by special requirements, the edges of plastic machining are usually rounded to reduce stress concentration and facilitate the flow and demolding of the plastic. The minimum R of the appearance surface is usually greater than 0.1, generally 0.2-0.3 or more.
05
From the perspective of facilitating mold processing, the hole is preferably a regular and simple round hole, and as far as possible, there should be no complicated special-shaped holes. The hole diameter should not be too small. If the wall thickness is 2.0, the hole should be above 0.6, and the ratio of hole depth to hole diameter should not be too large. The large, slender mold core is easy to break and deform. The distance between the hole and the outer edge of the product should preferably be greater than 1.5 times the aperture, and the distance between the holes should be greater than 2 times the aperture, so that the product has the necessary strength.
Holes that are parallel to the opening direction of the mold are usually formed by cores (can be inserted or extended), or punched or inserted. Holes that are not parallel to the opening direction of the mold are usually made into rows or inclined tops. Under the premise of not affecting the use and assembly of the product, the hole on the side wall of the product should be made into a hole that can be punched and inserted as far as possible.

06
Boss (BOSS)
The boss is usually used for the shaft-hole matching of two plastic products, or the assembly of self-tapping screws. When the BOSS is not very high and it is ejected from the mold with a cylinder, it does not need to be inclined. When the BOSS is very high, a cross rib (rib) is usually added on its outer side. The cross rib is usually 1-2 degrees inclination, and the BOSS may also have an inclination depending on the situation. When the BOSS and the column are matched up and down (or another BOSS), the fit clearance is usually 0.05-0.10 on one side, so as to fit the position error generated during the processing of each BOSS. When the BOSS is used for the assembly of self-tapping screws, its inner hole should be 0.2-0.5 smaller than the diameter of the self-tapping screw on one side, so that the screw can be locked. For example, when assembling with M3.0 self-tapping screws, the inner hole of BOSS is usually Ф2.50-2.70.
07
Insert
When the existing metal or Metal Parts Machining are placed in the mold for re-molding, the existing parts are called inserts. When the plastic product is designed with inserts, it must be considered that the inserts must be completely, accurately, and reliably positioned in the mold, and the inserts must be firmly connected to the molding part. When the encapsulation is too thin, it is not easy to be firm. Also consider not to leak glue.
08
Product surface texture
The surface of the plastic product can be smooth (saving light on the surface of the mold), fire pattern (formed by copper electric discharge machining in the mold cavity), etched surface (sunburned surface) and engraved surface of various patterns. When the depth of the grain surface is deep and the number is large, the ejection resistance is large, and the ejection slope should be increased accordingly.
09
Text
The text on the surface of the plastic product can be embossed or concave. It is easy to make the corresponding concave cavity on the mold for the embossed word, and it is difficult to make the convex core on the mold for the concave word. But if the font is to be bright, it must be concave, generally the depth is about 0.2-0.5.
10
Thread
The thread on the plastic part is usually not very accurate, and a special thread-removing mechanism is needed. For those with low precision, the structure can be simplified into a structure that can be forced to demold.
11
Support surface
Plastic products usually do not use the entire surface as a support surface, but independently use bosses, bumps, and ribs as support. Because plastic products are difficult to achieve a large absolute plane, it is easy to deform and warp.

12
Assembly form of plastic products
Ultrasonic wire bonding assembly method: Its characteristic is that it is easy to do on the mold, but a special ultrasonic machine is required in the assembly process, which increases the cost and cannot be disassembled. The cross-section of the ultrasonic wire is usually made into a triangle with a width of 0.30 and a height of 0.30, with a length of 3-6MM interrupted by 2MM in the length direction;
Self-tapping screw assembly method: Its characteristic is that it is easy to do on the mold, but it increases the assembly process, the cost increases, and the disassembly is troublesome;
Hook-buckle assembly method: Its characteristic is that the mold processing is more complicated, but the assembly is convenient, and it can be disassembled repeatedly and used for many times. There are many types of hooks. To avoid too thick local glue at the hooks, it is also necessary to consider the convenience of mold making at the hooks. The hook should be fitted tightly and conveniently, and the fitting surface should be fit, and the other surfaces should be properly spaced.
BOSS shaft-hole assembly method: Its characteristics are convenient mold processing, easy assembly, and convenient disassembly, but its disadvantage is that the assembly is not very strong.
13
Tooth mouth
The mating contact surface of two plastic products is usually made of tooth mouth. The depth of the tooth mouth is usually about 0.8-2.5, with a gap of about 0.1 on the side. When the depth is deep, the slope is 1-5 degrees, and the depth is usually 2 degrees. It is not necessary to make the slope when it is shallow. The upper and lower mating surfaces of the tooth mouth are usually fitted (that is, 0 clearance).
14
Beautiful line
The mating surface of two plastic products is usually made with a beautiful line, and the width of the beautiful line is usually 0.2-1.0, depending on the overall size of the product.